创新未来 智享生活

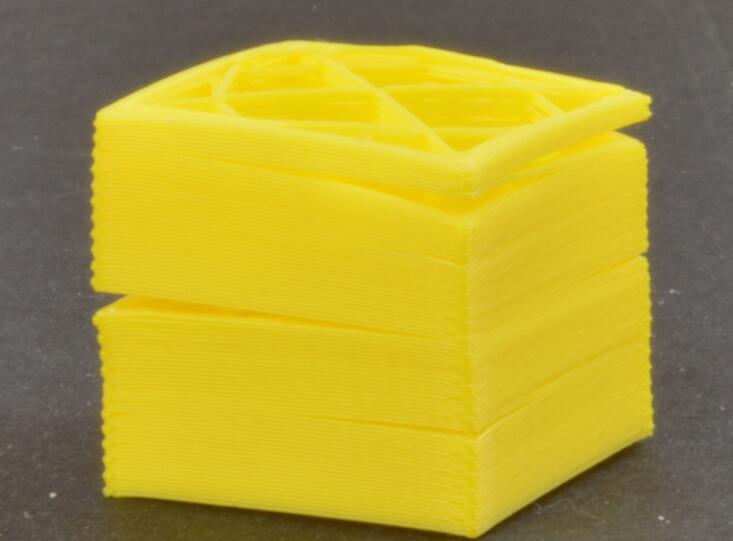
1.打印层高度过高
大多数3D打印喷嘴的直径为0.3-0.5mm。塑料从细小的小孔中挤出,产生出能够建造精细模型的细丝。然而,这些细小的喷嘴也会给层高的应用带来限制。当你在一层塑料之上打印另一层时,你要确保上层塑料被挤压到下层塑料的上面,以使得它们能粘合在一起。根据经验法则,你要确保你选的层高比喷嘴直径小20%。举例来说,如果你的喷嘴直径为0.4mm,你的层高就不能超出0.32mm太多,否则每个打印层都不能和它下方的打印层粘合在一起。因此如果你注意到你的打印件有分层情况,或是打印层不能粘合到一起,你要做的第一件事就是对照着喷嘴尺寸检查一下层高。尝试降低一下层高,看对于打印层粘合有没有帮助。你可以通过Repetier的切片软件Slic3r里的“Pint Settings”并选择Layer height(打印层高)选项卡来进行设置。
2.打印温度过低
温热的塑料永远都比冷塑料要粘合得更好。如果你注意到你的打印层粘合得不好,而且你又确定层高并没有过高,那么你可能就需要调高耗材打印的温度以追求更好的粘合。举例来说,如果你尝试以190℃来打印ABS塑料,你很可能会发现打印件的打印层会裂开。这是因为ABS耗材通常需要以220-235℃的温度来进行打印以确保打印层间的牢固粘合。因此如果你有此方面的问题,核对并确保用合适的打印温度来打印你所购买的耗材。尝试把温度升高10度,看看粘合情况会不会好转。要进行这个操作,通过Repetier的切片软件Slic3r中的“Filament Settings”并选择filament(耗材)选项卡,重新设置你想更改的温度设定值就可以了。

捷泰海外商城

捷泰官方微信