创新未来 智享生活

1.撤回距离
最重要的撤回设置是撤回距离。这决定了有多少塑料会被从喷嘴拉出。通常来说,从喷嘴里撤回的塑料越多,那喷嘴移动时发生渗出的可能性就越小。大多数直驱式挤出机仅需0.5-2.0mm的撤回距离,但有些Bowden挤出机则因其挤出机驱动齿轮和加热喷嘴之间的距离较长而可能需要高达15mm的撤回距离。如果你打印时遇到了拉丝问题,试着把撤回距离增加1mm然后再试一试效果有没有变好。
2.撤回速度
你应该检查的下一项撤回设置是撤回速度。这决定了耗材从喷嘴中撤回的速度。如果你撤回过慢,塑料会慢慢地渗出喷嘴并可能在挤出机移动到下一个位置前开始滴漏。如果你撤回过快,耗材可能会跟喷嘴内的已融化的热塑料分离,或者驱动齿轮的快速移动可能会磨去部分耗材。通常在1200-6000mm/min (20-100 mm/s)中的某处有个最有效点,在此时撤回表现最好。幸运的是,Repetier提供了已经提前配置好的文件,这些文件能给你一个起始点来告诉你什么撤回速度表现最好,但是理想值会根据你所使用的材料不同而变化,所以你要试验来看一看不同的速度能否减少你可见的细丝的量。
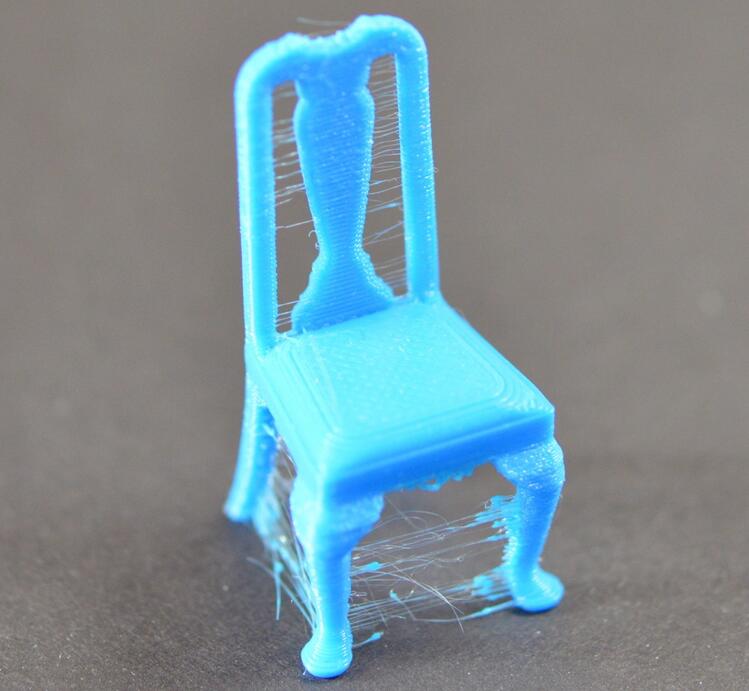
3.温度过高
一旦你检查了你的撤回设置,接下来可能导致拉丝现象的最常见原因就是挤出机温度了。如果温度过高,喷嘴内的塑料会变得很黏,更容易渗出。然而如果温度过低,塑料会仍然保持接近固体的状态,不容易从喷嘴挤出。如果你感觉你的撤回设置是正确的,但仍碰到这些问题,尝试把挤出机温度降低5-10 度。这会对最终打印质量产生显著影响。你可以通过点击Slic3r里的“Filament Settings ”并选择Filament(耗材)选项卡来调整这些设置。

捷泰海外商城

捷泰官方微信